Как мясокомбинат смог сэкономить 217 тысяч долларов в год, снизив затраты на электроэнергию, потребляемую пневмосистемой
Автор: Рон Маршалл. Опубликовано на сайте Compressed Air Challenge® Перевод Д.Талашов, beko-rus.ru
Любую пневмосистему, даже самую новую, можно оптимизировать и модернизировать так, чтобы это принесло ощутимую выгоду. Это одна из главных идей, на которых строится современный пневмоаудит. В условиях современного рынка с постоянно дорожающей электроэнергией, проведение аудита систем сжатого воздуха является важнейшим мероприятием, позволяющим оптимизировать затраты. Ни для кого не секрет, насколько востребован сжатый воздух в современном производстве: в пищевой промышленности практически ни одна производственная линия не обходится без него. С другой стороны, не все проектировщики предприятий отдают себе отчёт в том, что такой удобный в использовании, безопасный и чистый энергоноситель, как сжатый воздух, всё-таки достаточно дорог в производстве, поэтому расходовать его необходимо крайне расчётливо — в противном случае себестоимость продукции окажется слишком высокой. Эта идея кажется особенно актуальной в России, где отечественные продукты часто проигрывают конкуренцию импортным не только из-за разницы в качестве, но и из-за высокой себестоимости производства. А одним из главных впечатлений у приезжающих из Америки, наоборот, очень часто оказывается дешевизна продуктов питания по ту сторону Атлантики при их высоком качестве. Почему же так происходит?

В этой статье мы рассмотрим пример из деятельности американской тренинговой компании «Проблемы Сжатого Воздуха» (Compressed Air Challenge, ПСВ), которая проводит регулярные тренинги и мастер-классы для инженеров компаний, использующих сжатый воздух на производстве.
Мясокомбинат в Канаде, специализирующийся на свинине, пневмосистема которого стала объектом для данной статьи, был построен всего лишь несколько лет назад. Однако, аудит, проведённый специалистами ПСВ обнаружил целый ряд проблем и дал производителю рекомендации, которые позволили снизить затраты на производство сжатого воздуха на 60%.
Конфигурация системы забора воздуха

Система производства сжатого воздуха предприятия состоит из трёх промышленных винтовых маслосодержащих компрессоров со следующими характеристиками:
- мощность 220 кВт,
- производительность 34,8 м³/мин,
- фиксированная скорость,
- воздушное охлаждение,
- автоматическое переключение режимов «нагрузка» / «разгрузка»,
- объём ресиверов 15,1м³.
В системе использовалось два последовательно установленных осушителя сжатого воздуха, следующих типов:
- нециклический рефрижераторный осушитель, (который использовался на линии, идущей на бойню, где температура соответствует температуре окружающей среды).
- адсорбционный осушитель с холодной регенерацией, (для мясоперерабатывающих цехов, где температура поддерживается на уровне +4°C (40°F)).
Система охлаждения воздушного компрессора забирала уличный воздух, температура которого временами падала до -40°C (-40°F). Воздуховод, по которому шёл забираемый с улицы холодный воздух, переплетался с воздуховодом, по которому горячий сжатый воздух выходил из компрессора, охлаждая за счёт теплообмена сжатый воздух и подогревая уличный. Это решение, позволяющее эффективно использовать тепло, выделяемое при сжатии воздуха в компрессоре, оказалась очень удачным, но, к сожалению, это было одно из немногих удачных решений проектировщиков данной системы.
Мониторинг данных показал на удивление высокую энергозатратность
Местная электростанция поделилась для аудита данными потребления электроэнергии компрессорной станцией завода, чтобы определить её энергоэффективность. Мониторинг проводился с помощью регистраторов-самописцев данных, что позволило наглядно отследить затраты на электроэнергию и обнаружить проблемы. Аудит показал, что в среднем система при потреблении 440 кВт электроэнергии, производила объемный расход 35,4 м³/мин, или 12,4 кВт/(м³/мин). Эти цифры очень сильно превышали среднее значение удельной мощности в 7 кВт/(м³/мин), обозначенное производителем для этой модели компрессоров. Также аудит показал, что порядка 47% сжатого воздуха уходило на «потенциальные потери давления и утечки» - такие цифры также выглядели ненормальными и требовали проведения более детального исследования.
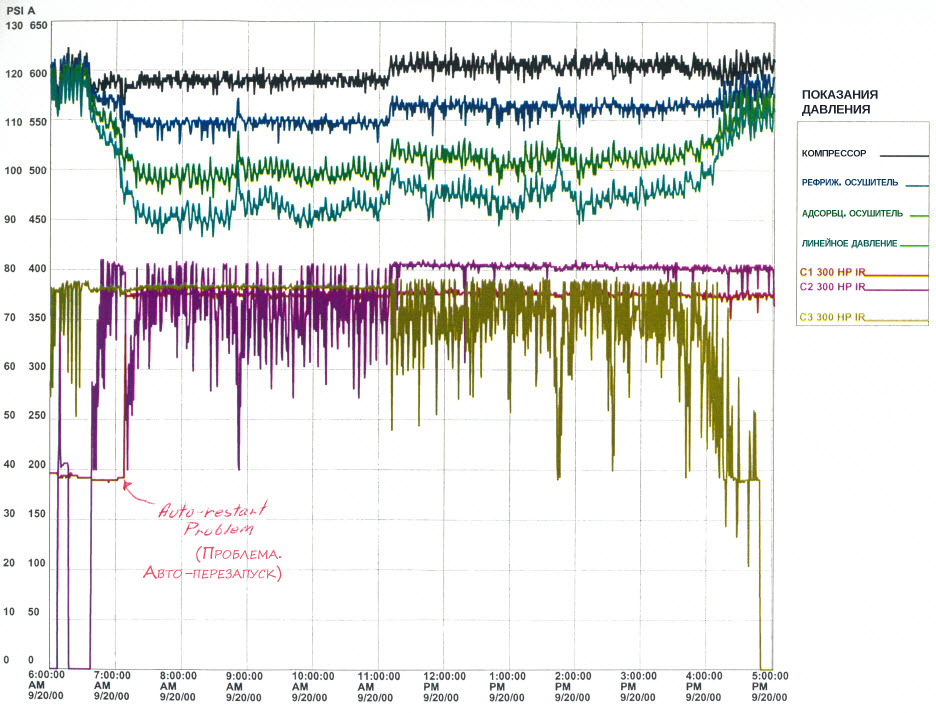
Рис.1. Сравнительный мониторинг давления в разных точках показал значительную потерю давления внутри системы
Мы видим, что в пневмосистеме мясокомбината были серьёзные проблемы с потерями давления сжатого воздуха (рис.1), вызванные недостаточностью контроля за работой компрессора, а также значительными потерями сжатого воздуха в осушителях, фильтрах и трассе воздуховода. Временами нагрузка на систему превышала возможности компрессора, что вызывало сильное падение давления в системе. Качество сжатого воздуха при этом было низким по причине неправильной конфигурации и выбору моделей осушителей. Недостаточная фильтрация сжатого воздуха от масляных загрязнений, поступающего в адсорбционный осушитель, вызывала образование масляной плёнки на поверхности адсорбирующего материала, снижая эффективность осушения. По этой причине сжатый воздух на выходе не имел требуемого показателя точки росы.

Рис. 2: Анализ структуры потребления сжатого воздуха продемонстрировал непостоянные потребности и значительные неоправданные расходы.
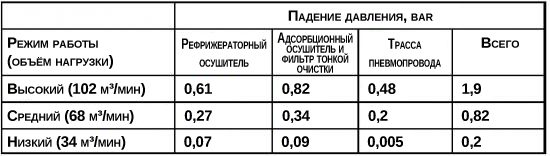
Рис. 3: Таблица показаний падения давления
Значительные перепады давления были зафиксированы при пиковых нагрузках, особенно на осушителях. Эти пиковые нагрузки, которые время от времени возникали в системе, намного превышали возможности установленных компрессоров. Некоторые узлы на предприятии были укомплектованы оборудованием, отличавшимся от того, с учётом которого была спроектирована пневмосистема. Это привело к значительному увеличению возможных нагрузок. По этой причине была проведена детальная инвентаризация всего оборудования, которое являлось конечным потребителем сжатого воздуха.
Специфический продукт, транспортирующийся по пневмопроводу
Детальное исследование пневмооборудования, имеющегося на комбинате, было проведено для того, чтобы понять, можно ли снизить нагрузку на пнесмосистему. Ведь почти 60% потока сжатого воздуха в ней приходилось на пневмотранспортёр и продувочные форсунки.

Мясные субпродукты не являются типичным материалом, который принято транспортировать по пневмопроводам, обычно предназначенным для более лёгких и сыпучих веществ. Специфический характер сырья увеличивает риск засоров. В процессе их устранения, инженеры предприятия пробовали увеличивать периоды подачи сжатого воздуха и повышать давление в пневмопроводе, чтобы «продуть» его. Результатом этого спустя некоторое время стали неверно отрегулированные циклы подачи сжатого воздуха в пневмопроводе, которые не были даже близко похожи на те значения, которые были предусмотрены его разработчиками. Как следствие, реальная потребность в сжатом воздухе на некоторых участках пневмопровода превышала проектную более чем в 6 раз. Также этот длинный пневмопровод часто становился причиной незапланированного резкого повышения давления, что негативно сказывалось на работу системы в целом и нарушало систему контроля за работой компрессора.
Неоправданно расточительная продувка производственной линии сжатым воздухом.
Помимо прочего, разработчики нескольких упаковочных линий решили использовать продувку сжатым воздухом для удаления излишков влаги из упакованных мясных продуктов. Очевидно, проектировщики, располагая множество продувочных форсунок на протяжении упаковочных линий, не учли тот факт, что сжатый воздух — это достаточно дорогой энергоноситель.
Приведём пример одной из таких продувочных систем. Установка, предназначенная для удаления остаточной влаги с конвейера после того, как он подвергался промывке и стерилизации, была укомплектована 24 плоскими форсунками (рис. 5) Их использование оказалось весьма энергозатратно — особенно если учесть, что наконечники форсунок имеют свойство отламываться, позволяя сжатому воздуху выходить наружу через открытое отверстие. Проведённое обследование оборудования выявило, что 50 таких форсунок были установлены в разных точках системы, а общий объём потребляемого ими воздуха составил 23,2 м³/мин (820 cfm) — весьма значительная цифра, соответствующая производительности одного компрессора мощностью 150 кВт.
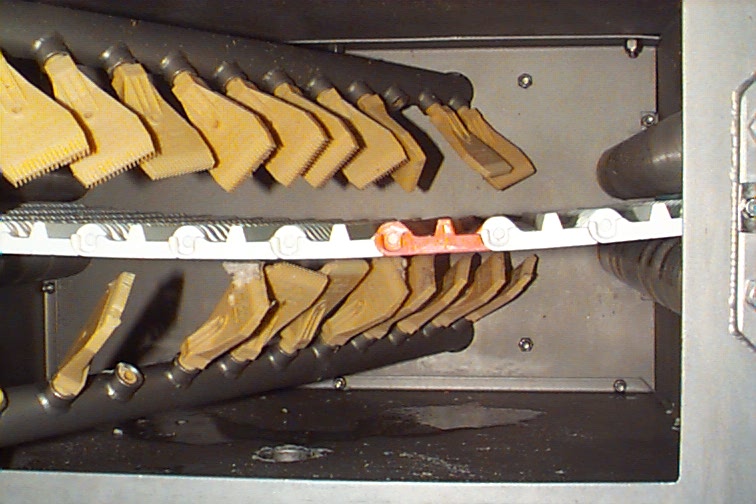
Рис. 5: пластиковые плоские форсунки были спроектированы, чтобы удалять остаточную воду из конвейера.
Реконфигурация пневмосистемы позволила снизить затраты на электроэнергию на 60%
По итогам проведённого пневмоаудита руководству мясокомбината было предложено несколько решений по оптимизации пневмосистемы, которые были призваны сэкономить электроэнергию, а также улучшить качество сжатого воздуха на выходе и избежать резких перепадов и падений давления внутри системы.
Что же было сделано в итоге:
- Было принято решение использовать только один тип осушителей. В итоге вместо цепочки из рефрижераторного и адсорбционного осушителя с холодной регенерацией был установлен один адсорбционный осушитель с горячей генерацией, который позволил осушать большой поток сжатого воздуха и избежать его расходования на продувку адсорбирующих материалов (что являлось значительной статьёй расходов при использовании осушителя с холодной регенерацией). Также за отказ от цепочки их двух фильтров в пользу одного позволил избежать падения давления на этом участке системы и сократить количество фильтров. Проведённые на этом участке модификации позволили снизить затраты энергии на осушение сжатого воздуха на 66%.
- Был установлен измеритель давления / объёма потока сжатого воздуха на двух нижних этажах, при этом была сохранена возможность для компрессоров переключаться на разные циклы с большим разбросом давления на выходе — это позволило максимально эффективно использовать ресиверы.
- Один из компрессоров не обладал функцией автоматического переключения режимов, что приводило к тому, что он в течение больших периодов времени работал без нагрузки, не переключаясь в холостой режим. Теперь эта функция была установлена.
- Был установлен центральный контроллер, который позволил синхронизировать работу трёх компрессоров
- Один из компрессоров получил привод с переменной скоростью (VSD, variable speed drive). Показания давления теперь координируются таким образом, что этот компрессор всегда работает в балансе с другими.
- В трубопроводах были устранены узлы, вызывавшие серьёзные падения давления
- Была произведена замена конденсатоотводчиков на такие, которые работают без потерь сжатого воздуха
- Пневмопровод для транспортировки продукции был перезапущен с учетом алгоритма снижения среднего значения потребления воздуха
- Большая часть продувочных операций была исключена либо переделана со сжатого воздуха на форсунки с воздухом меньшего давления
- Были обнаружены и устранены утечки в системе
- Была разработана и установлена система мониторинга, которая позволяет в режиме реального времени измерять и соотносить расходуемые киловатты и получаемый на выходе объём потока сжатого воздуха. Данные из этой системы интегрируются с информацией контроллера, управляющего режимами и скоростями компрессоров, а все эти данные, в свою очередь, собираются в единой SCADA-системе всего предприятия.
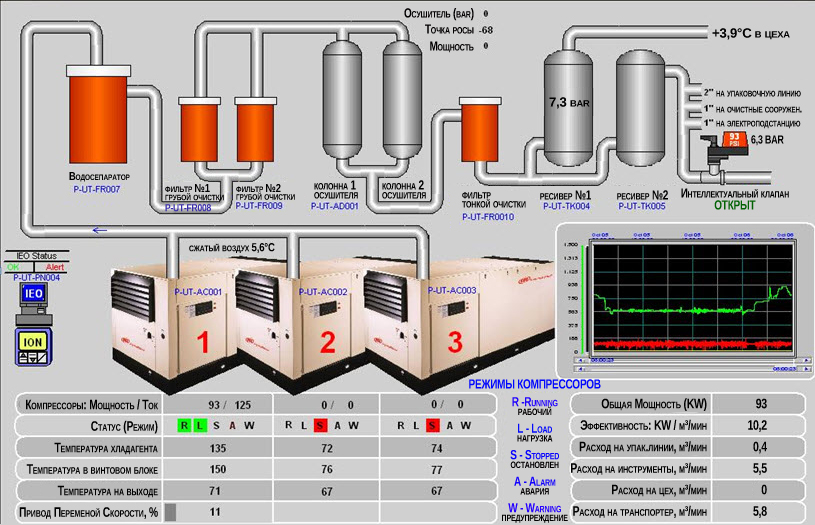
Рис. 6: Сейчас всю пневмосистему можно мониторить из одного места с помощью SCADA системы.
В целом, произведённые усовершенствования позволили существенно снизить падение давления сжатого воздуха внутри системы и, таким образом, сократить потребление энергии для производства этого сжатого воздуха. Согласно показаниям счётчиков электроэнергии, предприятие в течение года после проведения усовершенствований потратило на 2.9MВч электроэнергии меньше, что составило 40% от предыдушего года — то есть экономия составила 60%. Таким образом за год предприятие сэкономило $217 000, что позволило ему окупить расходы на реализацию этого проекта и обеспечить существенное снижение себестоимости продукции в будущем.
Пример американских и канадских коллег, приведённый в этой статье, наглядно показывает эффективность проведения пневмоаудита. Сегодня на российском рынке уже достаточно предложений от компаний, которые занимаются этим, и можно уверенно спрогнозировать то, что спрос на их услуги в обозримом будущем будет только расти.
Также важно понимать, что для относительно небольших пневмосистем масштабный аудит может оказаться достаточно дорог. Однако, современное измерительное оборудование для технологий сжатого воздуха, предлагаемое компанией BEKO Technologies, позволяет осуществлять оперативный контроль и выявить проблемы в работе пневмосистемы. Возможно, устранение этих проблем своими силами даст быстрый и ощутимый результат, а возможно, оно повлечет привлечение сторонних компаний для проведения более детального пневмоаудита. Важно понимать одно — технологии сжатого воздуха это достаточно гибкая и быстроразвивающаяся отрасль рынка, поэтому в ней всегда есть возможности для усовершенствования и экономии, что в итоге позволит заметно снизить себестоимость продукции и повысить её конкурентноспособность!